![]()
![]()
![]()
![]()
Kształtowanie ubytkowe, jak sama nazwa wskazuje polega usunięciu pewnej objętości obrabianego materiału, zwanej naddatkiem obróbkowym. Podstawowy podział obróbki ubytkowej przedstawiono na rysunku 1. Chcąc nadać danemu przedmiotowi wymagany kształt należy wybrać odpowiednią metodę obróbki, gdzie czynnikiem decydującym będzie czas, jakość oraz aspekt ekonomiczny.
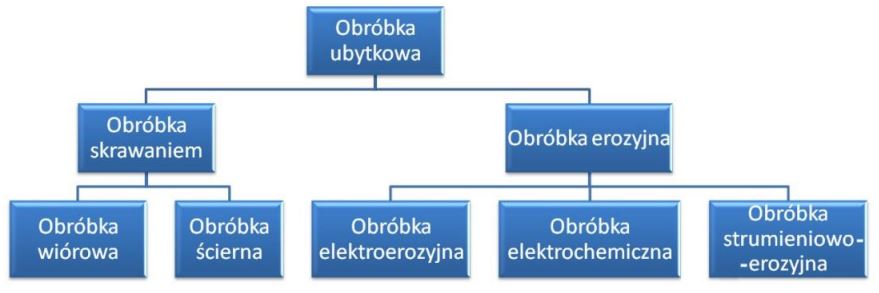
Rys. 1. Podział obróbki ubytkowej
Obróbka skrawaniem charakteryzuje się tym, że w wyniku ruchu ostrzy względem przedmiotu obrabianego usuwane są kolejne warstwy naddatku obróbkowego i zamieniane na wióry. Obróbka skrawaniem może być realizowana jako obróbka wiórowa oraz obróbka ścierna.
Obróbkę wiórową wykonuje się narzędziami o określonej liczbie ostrzy, o znanej geometrii tych ostrzy, a powstające wióry są stosunkowo duże i widoczne „gołym okiem” (rysunek 2a). Obróbkę ścierną wykonuje się ostrzami bardzo drobnymi, tarczami szlifierskimi czy papierem ściernym. Naddatek obróbkowy usuwany jest w postaci wiórów bardzo drobnych, niewidocznych nieuzbrojonym okiem, oraz w postaci drobin, pyłu (rysunek 2b).
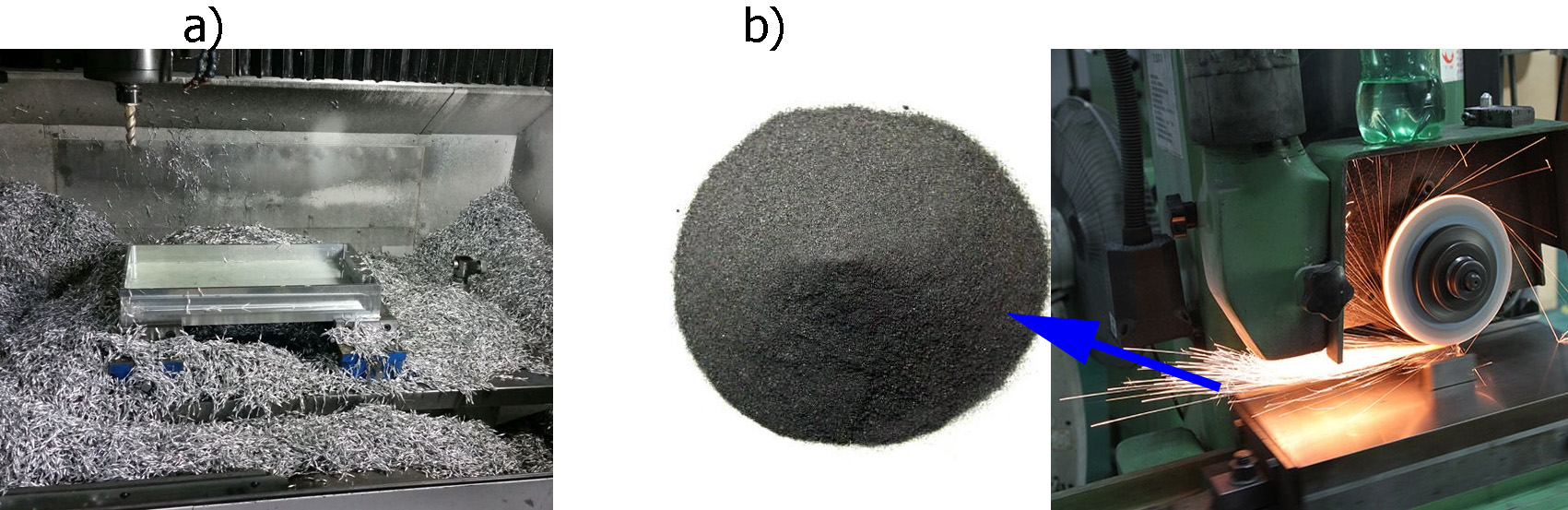
Rys. 2.Porówanie kształtu wiórów po obróbce: a) wiórowej, b) ściernej
Do najbardziej popularnych przykładów obróbki wiórowej można zaliczyć: frezowanie, toczenie, wiercenie, rozwiercanie, dłutowanie, przeciąganie itp. Na rysunku 3a możesz zaobserwować proces frezowania natomiast na rysunku 3b proces toczenia.
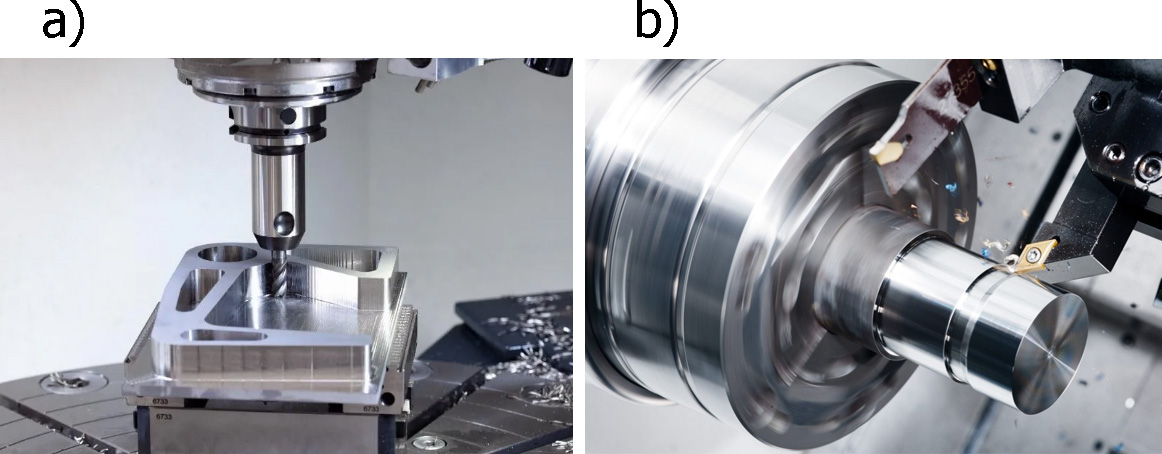
Rys. 3. Widok procesu: a) frezowania, b) toczenia
Z kolei obróbka ścierna to: szlifowanie, dogładzanie, polerowanie,honowanie itp. W procesie obróbki erozyjnej usuwanie naddatku obróbkowego odbywa się w wyniku odrywania drobnych cząstek materiału, topienia a nawet parowania. W zależności od procesów zachodzących podczas danej obróbki rozróżnia się obróbkę elektroerozyjną, elektrochemiczną i strumieniowo-erozyjną.
Analiza procesu skrawania, w większości podręczników akademickich, bazuje na prostym procesie toczenia, którego schemat możesz zobaczyć na rysunku 4.
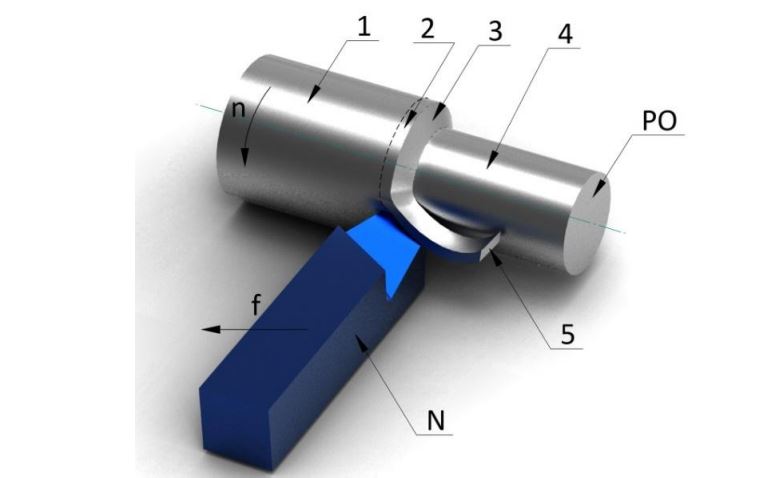
Rys. 4. Zobrazowanie procesu toczenia: 1 powierzchnia obrabiana, 2 – warstwa skrawana, 3 powierzchnia przejściowa,
4 powierzchnia obrobiona, 5 - wiór
Przedmiot obrabiany wykonuje ruch obrotowy, a narzędzie ruch posuwowy, przy czym ostrze narzędzia zagłębione jest w przedmiocie obrabianym, tak by usuwać pewną warstwę materiału. Zapewne domyślasz się jak duża siła musi towarzyszyć temu procesowi oraz jak wytrzymałe musi być narzędzie, aby „obrać” stalowy pręt z założonego naddatku obróbkowego.
W kolejnym wpisie przedstawiony zostanie rozwój obróbki skrawaniem i porównanie jak zmieniały się zarówno maszyny jak i narzędzia. Zapraszam do lektury…
Dr inż. Jakub Matuszak
Katedra Podstaw Inżynierii Produkcji
Politechnika Lubelska

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego, Program Operacyjny Wiedza Edukacja Rozwój 2014-2020 "PL2022 - Zintegrowany Program Rozwoju Politechniki Lubelskiej" POWR.03.05.00-00-Z036/17