![]()
![]()
![]()
![]()
W tym rozdziale zebrano metody bazujące głównie na zasadzie druku 3D ze sproszkowanych metali, stosowaniu ciekłych spoiw (łącząc piasek, metal lub ceramikę) oraz druku 3D z proszku gipsowego
z zastosowaniem pełnego koloru barw.
Metoda druku CJP (ang. Color Jet Printing) to druk 3D z proszku gipsowego w pełnym kolorze barwiony tuszem (tzw. druk 3D w kolorach). Na stole roboczym drukarki 3D rozsypywana jest warstwa proszku gipsowego. Następnie głowica drukująca przesuwa się nad nim w osi X natryskując selektywnie lepiszcze i kolorowy atrament, na tej samej zasadzie jak w technologii PolyJet / MJP. Proszek skleja się ze sobą, tworząc obiekt przestrzenny. Po zakończonej pracy należy go “wydobyć” z niesklejonego proszku, oczyścić i utwardzić specjalnym preparatem chemicznym [1, 2].
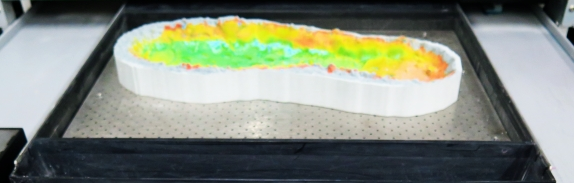
Rys. 1. Przykład kolorowego wydruku w technologii CJP [1]
Technologia Binder Jetting, podobnie jak CJP, opiera swoje działanie na stosowaniu ciekłych spoiw, które łączą piasek, metal lub ceramikę. Charakteryzuje się również dużą analogią do pracy klasycznych drukarek atramentowych gwarantując dzięki temu naprawdę bardzo dużą wydajność. Binder Jetting jest technologią w 100% przemysłową i jest szeroko stosowana do produkcji form oraz rdzeni odlewniczych, które są przystosowane do zalewania ciekłymi metalami o temperaturach nawet 1600°C. Największa zaletą tej technologii jest brak konieczności stosowania struktur wsparcia [1].
Metody SLM (ang. Selective Laser Melting) / DMLS (ang. Direct Metal Laser Sintering) – druk 3D ze sproszkowanych metali. Zasada działania jest dokładnie taka sama jak w przypadku metody SLS, z tą różnicą, że elementy wytwarzane muszą mieć zaprojektowane podpory spajające element wytwarzany ze stołem roboczym. Nie można ich także „piętrować”, nabudowywać (drukować jeden na drugim), jak w przypadku powyższych metod proszkowych [1, 2, 3].

Rys. 2. Przykład zastosowania praktycznego technologii druku 3D SLM / DMLS [3, 4]
Ostatnia omawiana technika druku 3D to EBM (ang. Electron Beam Melting) – druk 3D ze sproszkowanych metali, metoda zbliżona do SLM / DMLS, z tą różnicą, że zamiast wiązki lasera, do topienia metalu używana jest wiązka elektronów [1]. Przyspieszone elektrony uderzają w proszek metalu, energia kinetyczna zamienia się na energię cieplną. Podniesienie temperatury powyżej punktu topnienia proszku, powoduje jego gwałtowne stopienie. Działo elektronowe nie ma żadnych ruchomych części mechanicznych do odchylania wiązki. Zapewnia to bardzo wysoką szybkość skanowania, a co za tym idzie umożliwia to szybką budowę części. Proces EBM odbywa się w próżni, w celu uniknięcia utraty energii, przez szybko poruszające się elektrony zderzające z cząsteczkami powietrza lub gazu. Próżnia ma dwie zalety. Po pierwsze, proces ma 95% skuteczności energetycznej , jest to od 5 do 10 razy więcej niż technologia laserowa. Po drugie, dzięki próżni można wytwarzać części z reaktywnych metali o dużym powinowactwie do tlenu takich jak np. stopy tytanu np. gatunku Ti6Al4V. Metoda EBM jest dużo szybsza i tańsza przy produkcji części z tytanu w porównaniu do konwencjonalnych metod obróbki, która może trwać nawet do kilku dni lub tygodni [5].
Literatura:
[1] https://3dwpraktyce.pl/rodzaje-technologii-druku-3d/, z dnia 6.04.2022r.
[2] https://pl.wikipedia.org/wiki/Drukowanie_przestrzenne, z dnia 6.04.2022r.
[3] https://drukarki3d.pl/technologie/technologia-dmls/, z dnia 6.04.2022r.
[4] www.eos.info, z dnia 6.04.2022r.
[5] http://www.swiatdruku3d.pl/ebm-electron-beam-melting/, z dnia 6.04.2022r.
dr inż. Ireneusz Zagórski
Katedra Podstaw Inżynierii Produkcji
Politechnika Lubelska

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego, Program Operacyjny Wiedza Edukacja Rozwój 2014-2020 "PL2022 - Zintegrowany Program Rozwoju Politechniki Lubelskiej" POWR.03.05.00-00-Z036/17